|
||
|
HOME > IT製品情報 > ADMAC-Parts > 多「才」な機能 > 新機能紹介 |
|||||||||||||
ADMAC-Parts V2.16 2013年3月リリース 新機能紹介1.Turning/Milling共通1)製図機能 「座標値付き引き出し線」メニューで、小数点以下の“0”を省略することができます。 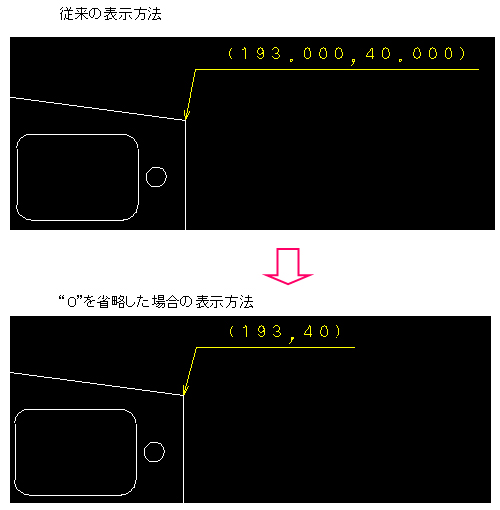
2.Turning1)加工機能 ①旋削加工でのノーズRチェック機能 従来は、微小段差形状の加工(図1)において、図面通りにプログラミングしても、ノーズR半径値との関係で、加工時に食い込みが発生する場合がありました。食い込みが発生する場合、使用工具で食い込まない様に図面形状変更を提案 (図2)する機能を追加しました。 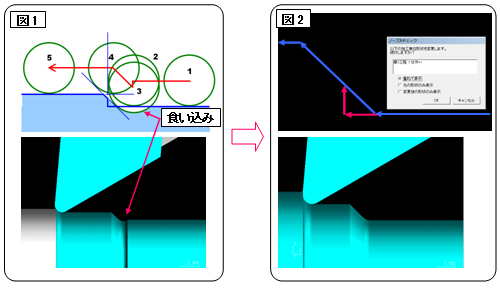
②Mミゾ加工、M輪郭加工での工具径干渉チェック機能 従来は、エンドミルによるミゾ加工やM輪郭加工で、工具径が進入できるかどうかの干渉チェックがありませんでした(図3)。機能育成により干渉をチェックして、干渉がある場合には形状を変更(図4)できるようになりました。荒加工での大径工具での加工で有効です。 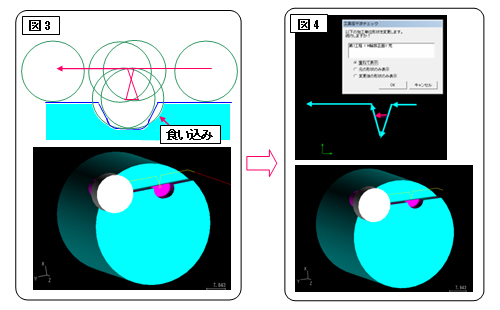
③総形Vミゾ加工機能 従来は、Vミゾ加工単位がなかったため、単ミゾ加工で代用していました。このため座標値の入力にわかりづらい点がありました。Vミゾ加工単位機能を追加し、図面通りのVミゾ形状を入力していただくことが可能となりました。 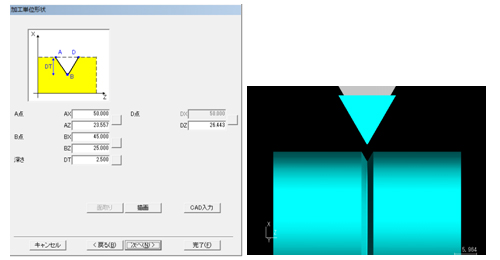
3.Milling1)加工機能 ①ポケット加工の加工品位の向上機能2 従来は、底面加工後の側面加工の深さが、底面の加工と同じ高さになっており、底をこすっていました(図13)。機能育成により、側面加工時に底面から工具を浮かす量が設定可能となりました。この機能により工具先端をこすることがなくなり、高品位の底面仕上がりが得られます。 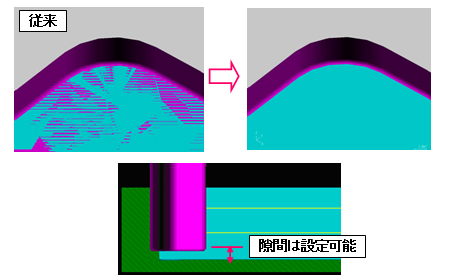
②ポケット加工の加工品位の向上機能1 従来は、底面加工から側面加工へ移動する際に、工具が形状に干渉することを避けるため、一旦Z軸方向に逃がし、側面に近づいていました。この動作により底面にカッターマークがつくことがありました。 
機能育成により工具の退避動作(上下動作)を「しない」設定が可能となり、上図の動作をなくすことができます。この機能により底面のカッターマークを防ぐことが可能になります。また「しない」設定にした場合に、工具が島形状などに干渉する場合は、干渉の警告を表示しますので安心です。 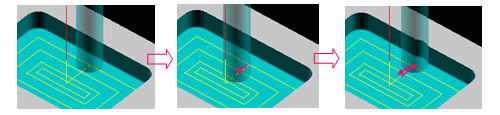
③アプローチ・逃げの設定に関する育成1 輪郭加工やポケット加工には、アプローチ動作と逃げ動作の設定があります。 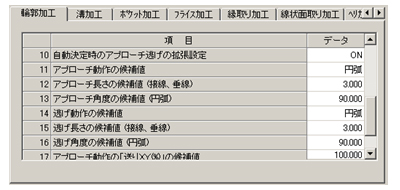
④アプローチ・逃げの設定に関する育成2 従来は、複数島形状があるポケット加工で、アプローチ動作と逃げ動作を変更する場合に、同じ変更内容でも、全ての島形状に対して変更操作が必要でした。 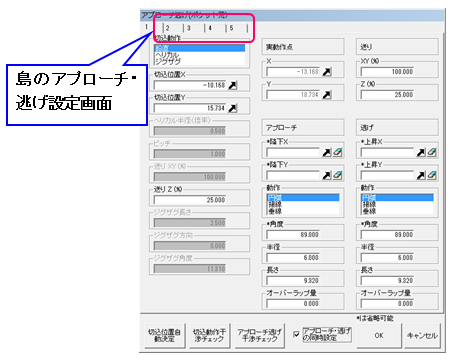
⑤ユーザ定義穴の読込と共通化 他の機械データで作成した「ユーザ定義穴データ」の読み込みが可能となり、様々な機械データでの活用が可能となりました。 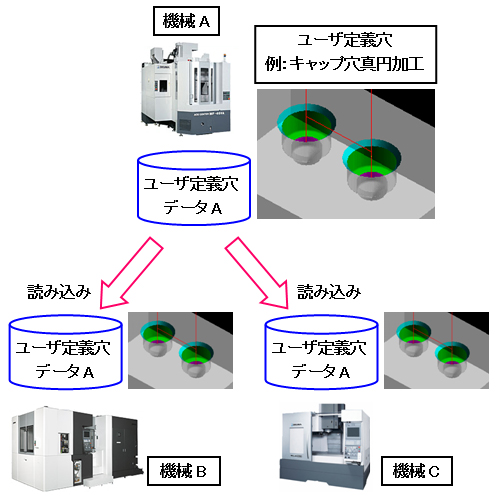
さらに、すべての機械データで共有できる「共通ユーザ定義穴データ」が追加されました。 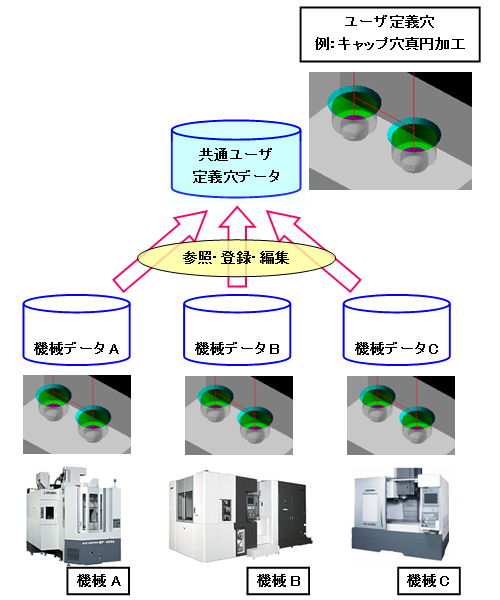
ADMAC-Parts eサポート契約のサービス特典ADMAC-Parts eサポート契約をされているお客様には、ADMAC-Partsに対する年1回のバージョンアップCDを提供させていただいております。
オークマ株式会社 メリットドットコムセンター
|
||||||||||||||