|
||
|
HOME > IT製品情報 > ADMAC-Parts > 多「才」な機能 > 新機能紹介 |
|||||||||||||||||||||||||||||
ADMAC-Parts V2.17 2014年3月リリース 新機能紹介Windows8.1 対応 1.Turning/Milling共通1)製図機能 下書き線の「水平」、「鉛直」は基本操作として最も利用頻度が多い機能の一つになります。 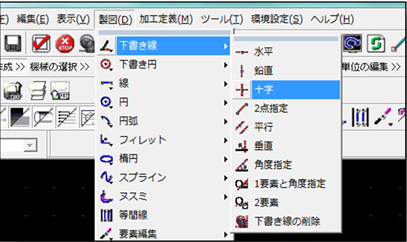
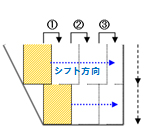
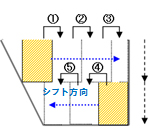
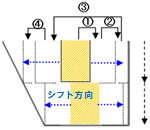
図形ウィンドウで、所望の点をクリック。もしくは水平・鉛直の交点座標値を入力することで製図することができます。 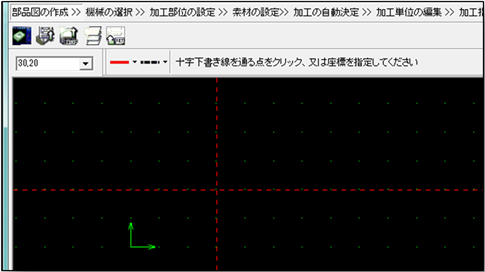 2.Turning1)加工機能 ①荒ミゾ繰り広げ加工パターンの追加 ミゾ加工を行う場合、今までは一方向への繰り広げのみの選択でした。今回の新機能では、方向を反転しながらジグザクに繰り広げる加工パターンとミゾ中央に切込み、両側に繰り広げる加工パターンが追加になりました。この機能により工具の片側のみの摩耗を軽減することができます。 加工単位ウィンドウ内で、加工パターンの選択ができます。また、工程自動決定では、パラメータにより加工パターンの初期値を設定することができます。 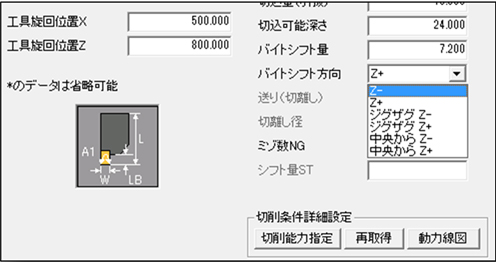 バイトシフト方向の各動作は、次のようになります。
※端面の場合はそれぞれX+、X-となります。 ②複合穴 固定サイクルのサイクル戻り点選択機能 複合穴の固定サイクルを用いて複数穴の加工を行う場合、一つの穴加工を終えた後の工具の戻り位置をサイクル開始点とする指令を出力することができるようになりました。従来通り、NC側のパラメータにしたがった戻り点とするか、サイクル開始点とするかを選択することができます。 ADMAC-Partsのパラメータ設定を「サイクル開始点」とすることで、NCのパラメータに関係なく下図左側のように穴加工を終えた後、サイクル開始点まで退避する動作となります。下図のような形状の場合、干渉を確実に回避することができます。
3.Milling1)加工機能 ①ポケット加工、溝加工における下穴加工 ポケットと溝の加工部位に対して、最初の切り込み位置に下穴の加工を生成することができるようになりました。今までは負荷の大きい鉛直方向の切込みを避けるため独立した加工部位として穴加工の定義が必要でしたが、本機能を用いることによりポケットや溝の加工部位を構成する加工単位として下穴加工単位を管理することができます。下穴の加工方法もセンタ、ドリル、エンドミル穴、真円切削、ヘリカル穴と一般的な下穴加工を選ぶことができます。 下穴加工の切込み位置は、ポケット加工、溝加工に連動し、最適な加工深さを自動計算します。 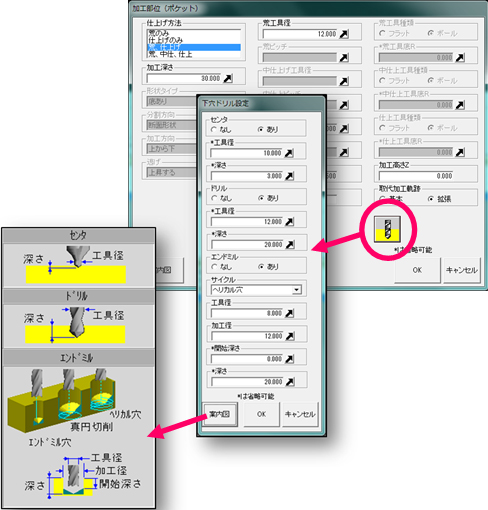 ・下穴加工の切込み位置は、ポケット加工、溝加工に連動し、最適な加工深さを自動計算します。 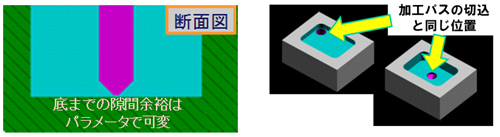
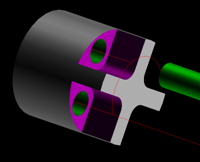
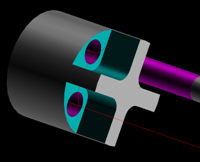
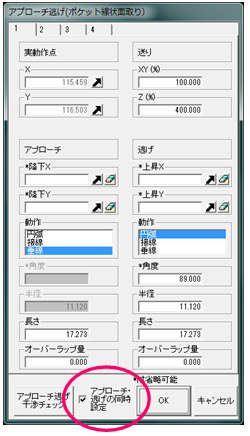
②数島残しポケットの線状面取り同時編集
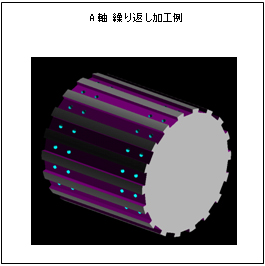
③円テーブルによる多面割り出し加工機能
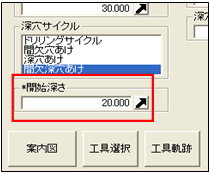
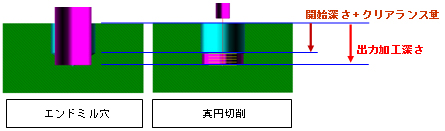
④真円切削、エンドミル穴加工単位の「開始高さ」項目新設
ADMAC-Parts eサポート契約のサービス特典ADMAC-Parts eサポート契約をされているお客様には、ADMAC-Partsに対する年1回のバージョンアップを提供させていただいております。
オークマ株式会社 メリットドットコムセンター
|
||||||||||||||||||||||||||||||