|
||
|
HOME > IT製品情報 > ADMAC-Parts > 多「才」な機能 > 新機能紹介 |
|||||||||||||
|
|
ADMAC-Parts V2.24 2021年3月リリース 新機能紹介1.Turning1)加工機能 ①M同期タップのD指令出力
同期タップサイクル(G178/G179)にD指令を出力可能になりました。
D指令出力しない(本機能が無効)場合:
D指令出力する(本機能が有効)場合:
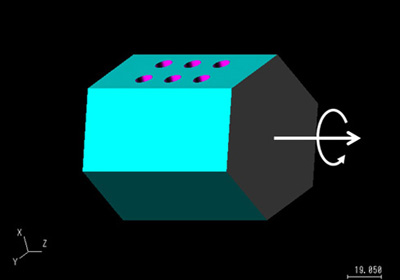
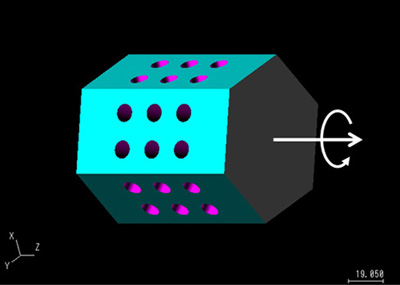
②Y軸側面穴のC軸(回転)を用いた繰り返し加工
Y軸側面穴加工(※)で、C軸(回転)を用いた繰り返し加工が可能になりました。
※
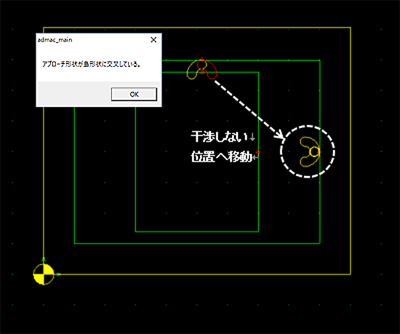
本機能は「Y軸」仕様が有効になっているCAD入力機能(Turning)で利用できます。 2.Milling1)加工機能 ① アプローチ逃げ干渉の自動回避 輪郭加工/ポケット加工/縁取り加工/サイドカッタ加工/線状面取り加工(※)の自動決定、および加工単位編集のアプローチ逃げの干渉チェックにおいて、干渉を検知したら干渉しない位置へアプローチ逃げの位置を自動的に変更して干渉を回避します。
※
形状が閉じていない加工形状、および溝加工、2.5次元加工では自動干渉回避を行いません。 2) NCプログラム出力機能 ① NCプログラムのシーケンス番号の出力位置の指定
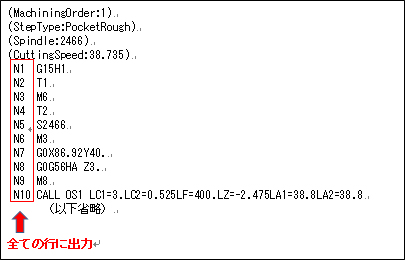
NCプログラムにおけるシーケンス番号の出力位置を、以下の3通りの設定ができるようになりました。 「(A)すべての行」のNCプログラム例
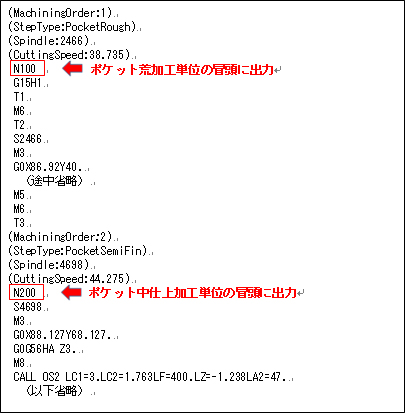
「(B)加工単位の冒頭」のNCプログラム例
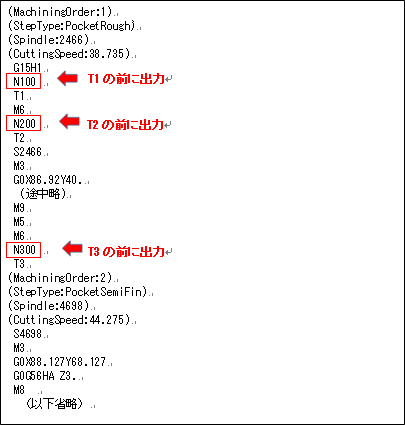
「(C)指定した位置」のNCプログラム例
ADMAC-Parts eサポート契約のサービス特典
ADMAC-Parts eサポート契約をされているお客様には、ADMAC-Partsに対する年1回のバージョンアップを提供させていただいております。
オークマ株式会社 メリットドットコムセンター
|
|||||||||||||